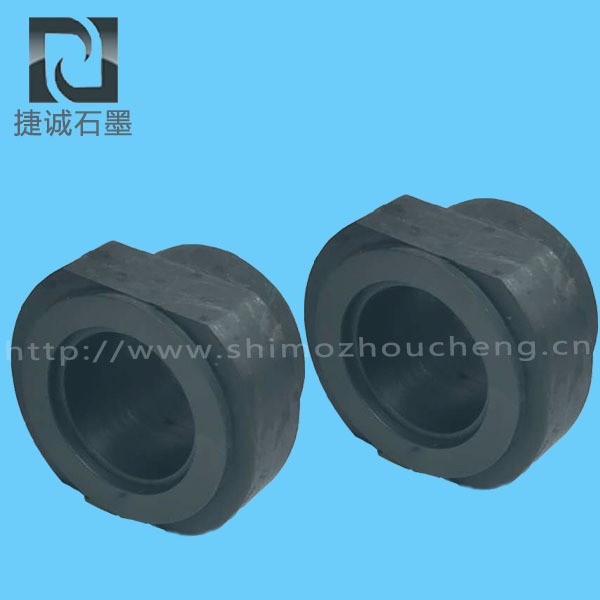
石墨密封轴套,石墨轴承,石墨轴套,浸渍耐磨石墨轴承,浸渍石墨轴承,耐磨石墨轴套,石墨轴承加工,石墨轴承生产厂家
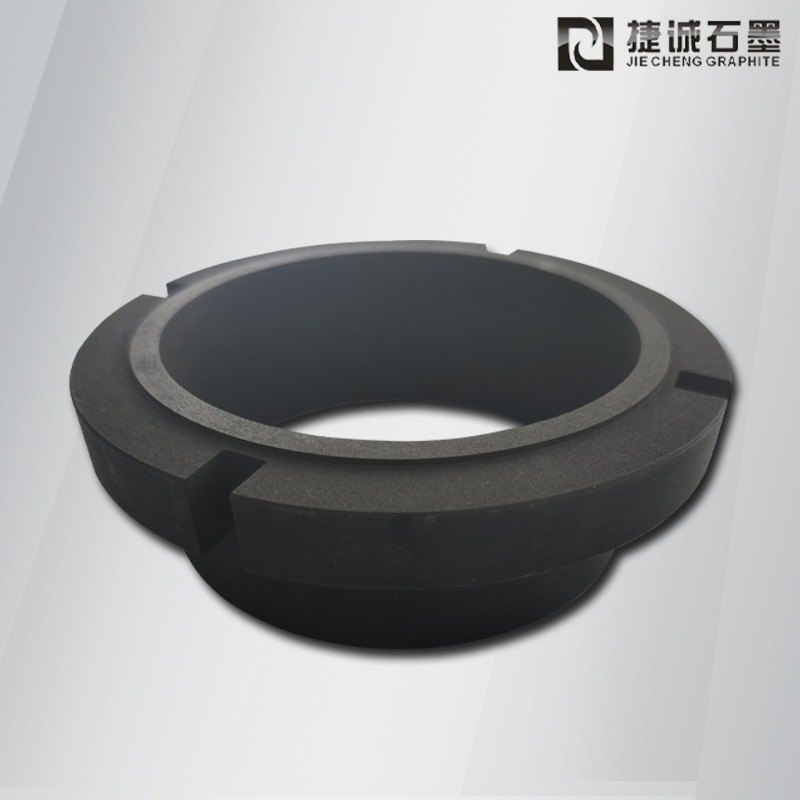
石墨密封轴套的加工精度要求相当严厉,以保证其具有杰出的密封功能和耐用性。以下是对石墨密封轴套加工精度要求的详细归纳:
一、尺度精度
外径尺度公役:
石墨密封轴套的外径尺度公役一般为h7,这意味着其实际尺度应在公役带内,以保证与合作部件的紧密合作。
径向跳动公役:
装置机械石墨密封件干燥机石墨轴套部位的轴或轴套的径向跳动应不大于必定值。详细数值或许因轴套外径的大小而有所不同,例如,当外径≤50mm时,径向跳动公役≤0.04mm;当外径>50mm时,径向跳动公役≤0.06mm。
轴向窜动量:
轴或轴套的轴向窜动量应控制在必定范围内,以保证轴套的稳定性和密封功能。一般,轴向窜动量应不大于0.15mm或0.3mm(详细数值取决于规划要求)。
二、外表粗糙度
轴或轴套外表粗糙度:
轴或轴套的外表粗糙度应不大于必定值,以保证杰出的润滑和密封作用。一般,外表粗糙度Ra值应不大于1.6微米。
三、形状和方位精度
同轴度:
关于具有内孔和外圆的石墨密封轴套,其同轴度应控制在必定范围内,以保证轴套的稳定性和密封功能。例如,某些制造工艺中要求Φ60外圆与Φ44内孔的同轴度控制在0.03mm范围内。
笔直度:
台阶面与内孔的笔直度也应控制在必定范围内,以保证轴套的装置精度和密封功能。
四、其他要求
倒角:
轴或轴套的端面及密封腔体的端面应有润滑过度倒角,以避免应力集中和磨损。一般,轴肩倒角为3×10°,端盖倒角为2~2.5×20°。
清洁度:
装置前必须将轴、密封腔体(泵盖)、机械密封自身清洗干净,避免杂质进入密封装置部位。
特殊要求:
关于某些靠绷簧传动的石墨密封轴套,必须留意绷簧的旋向,保证轴旋转方向使绷簧越来越紧,否则会形成密封失效。
综上所述,石墨密封轴套的加工精度要求包括尺度精度、外表粗糙度、形状和方位精度以及其他特殊要求。这些要求旨在保证石墨密封轴套具有杰出的密封功能、稳定性和耐用性。在加工过程中,应严厉控制各项精度目标,以满足规划要求和使用需求。
-

石墨轴承,石墨轴承密封件,石墨轴套,石墨轴承加工,耐磨石墨轴套,浸渍石墨轴承,石墨轴承套,石墨轴承加工厂,高纯石墨轴承,石墨轴承加工厂家,石墨轴承生产厂家
-

石墨滑动轴承耐高温特性全解析
-

石墨轴承套,浸渍石墨轴承,石墨轴承加工,石墨轴承密封件,石墨轴承,石墨轴套,耐磨石墨轴套,石墨轴承加工厂,高纯石墨轴承,石墨轴承加工厂家,石墨轴承生产厂家
-
浸渍耐磨石墨轴承,浸渍石墨轴承,耐磨石墨轴套,石墨轴承,石墨轴套,浸树脂石墨轴承,高纯石墨轴承,石墨轴承套,石墨轴承加工,石墨轴承加工厂,石墨轴承生产厂家
-
石墨轴承,浸渍石墨轴承,耐磨石墨轴套,石墨轴承套,浸树脂石墨轴承,石墨轴承轴套,高纯石墨轴承,石墨轴承加工,石墨轴承加工厂,石墨轴承生产厂家,高纯石墨轴承加工
-
石墨轴承套,浸渍石墨轴承,石墨轴承加工,石墨轴承密封件,石墨轴承,石墨轴套,耐磨石墨轴套,石墨轴承加工厂,高纯石墨轴承,石墨轴承加工厂家,石墨轴承生产厂家